



Extra rigidity in deep pockets – Choose short flute length with neck relief.
Medium-to-deep cuts – Order standard, long or extra-
long flute length and reach.
Finishing passes – Order extra-long flute length.
Neck relief – Better clearance in deeper cavities,
easier machining against tight walls.
M706
For hardened steels and general finishing applications. The first-generation
Omega-6 design offers reliable tool life in hardened steels.
The M706 is a proven winner in wet or dry machining of materials up to 62 HRC.


M806 INCONEX M8 • 6-Flute • Corner Radius
For Machining Hi-Temp Alloys

M806N INCONEX M8 • 6-Flute • Corner
Radiusw/Neck Relief For Machining Hi-Temp Alloys

M527C enDURO M5 • 7-Flute • Square End and
Corner Radius w/Chip Management System
For Titanium and Stainless Steels

M527 enDURO M5 • 7-Flute • Square End and
Corner Radius For Titanium and Stainless Steels

M525C enDURO M5 • 5-Flute • Square End and
Corner Radius w/Chip Management System
For Titanium and Stainless Steels

M525 enDURO M5 • 5-Flute •
Square End and Corner Radius
For Titanium and Stainless Steels

M525B enDURO M5 • 5-Flute • Ball End
For Titanium and Stainless Steels
M525N enDURO M5 • 5-Flute •
Square End and Corner Radius
w/Neck Relief For Titanium and
Stainless Steels

M525NB enDURO M5 • 5-Flute •
Ball End w/Neck Relief
For Titanium and Stainless Steels

M725/M726 Omega-6 M7 • 5/6-Flute • Square End and Corner Radius
For Hardened Materials

M725N/M726N Omega-6 M7 • 5/6-Flute • Square End and Corner Radius w/Neck Relief For Hardened Materials

M924 POW•R•FEED M9 • 4-Flute • Square End
For Most Materials at High Feed Rates

M924 POW•R•FEED M9 • 4-Flute • Corner Radius
For Most Materials at High Feed Rates

M924N POW•R•FEED M9 • 4-Flute • Corner Radius
w/Neck Relief For Most Materials at High Feed Rates

M924B POW•R•FEED M9 • 4-Flute • Ball End
For Most Materials at High Feed Rates

M924NB POW•R•FEED M9 • 4-Flute • Ball End
w/Neck Relief For Most Materials at High Feed Rates

M203 STREAKERS M2 • 3-Flute • Square End and
Corner Radius For Machining in Aluminum

M203N STREAKERS M2 • 3-Flute • Square End and
Corner Radius w/Neck Relief
For Machining in Aluminum

M202 STREAKERS M2 • 2-Flute • Square End and
Corner Radius For Machining in Aluminum

M202N STREAKERS M2 • 2-Flute • Square End and
Corner Radius w/Neck Relief For Machining in Aluminum

M202B STREAKERS M2 • 2-Flute • Ball End
For Machining in Aluminum
A half-century of know-how from our hands to yours.
Any machinist worth his salt will tell you: there’s no substitute for the deep knowledge that comes with decades of making tools that do the job right.
Sure, we use the same advanced technologies and CNC precision to make all our cutting tools. But it’s that know-how that makes IMCO burs
work harder and many times longer than burs made by anyone else. Some call it craftsmanship. We call it knowing what we’re doing.


Bur Shapes
IMCO carbide burs are offered in an array of shapes,
fluting patterns and lengths suitable for all types of deburring
applications. Choose the shape that conforms to your work
piece using the diagram below as a guide.
Bur starting parameters
| Bur Diameter | Starting RPMs | ||
| Inch | Metric | Common Materials | Stainless Steel |
| 1/16 | 1,5 | 70,000 | 105,000 |
| 1/8 | 3 | 50,000 | 75,000 |
| 3/16 | 4,7 | 40,000 | 60,000 |
| 1/4 | 6,3 | 30,000 | 45,000 |
| 5/16 | 8 | 27,000 | 41,500 |
| 3/8 | 9,5 | 22,000 | 33,000 |
| 7/16 | 11 | 20,000 | 30,000 |
| 1/2 | 12,7 | 18,000 | 27,500 |
| 5/8 | 16 | 16,000 | 24,000 |
| 3/4 | 19 | 14,000 | 21,000 |
| 1 | 25,4 | 12,000 | 18,000 |
| Long shank burs should be run at lower RPM | |||
BUR SETS
Convenient sets with varying assortments of our most popular burs. Double Cut and Standard Cut sets available.



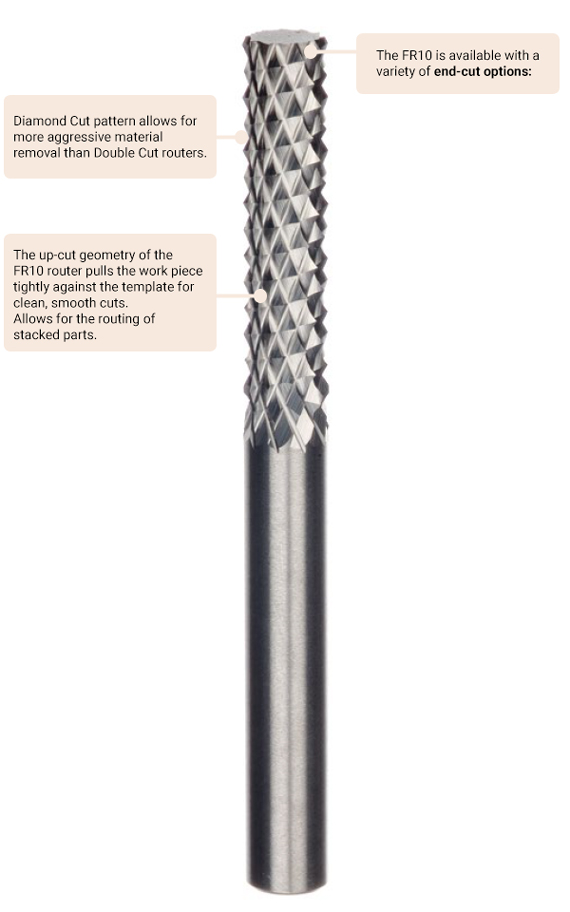
End-cut options:



































